
大家好,今天我想和大家谈谈我对“dn200钢管壁厚/a”的一些看法。为了让大家更好地理解这个问题,我将相关资料进行了分类,现在就让我们一起来探讨吧。
文章目录列表:
1.一般镀锌钢管的国标厚度是多少?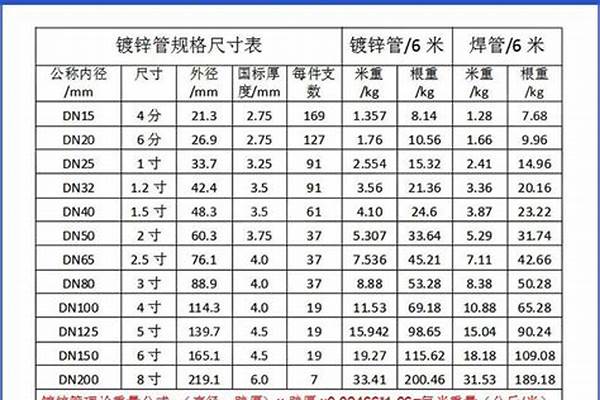
一般镀锌钢管的国标厚度是多少?
镀锌钢管国标厚DN15-国标厚度2.75,DN20-国标厚度2.75,DN25-国标厚度3.25,DN32-国标厚度3.5,DN40-国标厚度3.5,DN50-国标厚度3.5,DN65-国标厚度3.5,DN80-国标厚度4,DN100-国标厚度4,DN125-国标厚度4.5,DN150-国标厚度4.5,DN200-国标厚度6.0。
镀锌钢管技术要求
1、牌号和化学成分
镀锌钢管用钢的牌号和化学成分应符合GB/T3091所规定的黑管用钢的牌号和化学成分。
2、制造方法
黑管的制造方法(炉焊或电焊)由制造厂选择。镀锌采用热浸镀锌法。
3、螺纹及管接头
(a) 带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB 822的规定。
(b)钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。
4、力学性能 钢管镀锌前的力学性能应符合GB 3091的规定。
200镀锌钢管国标壁厚是多少
焊接钢管壁厚对照表如下:
扩展资料:
焊接钢管的焊接技巧
一、前提是要打磨
必须把焊接处的镀锌层打磨掉,否则会产生气泡、沙眼、假焊等。还会使焊缝变脆,刚性下降。
二、镀锌钢的焊接特点
镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°C,沸点908°C左右。在焊接中,锌融化成液体浮在熔池表面或在焊缝根部位置。锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成“液体金属脆化”。
同时,锌与铁可形成金属间脆性化合物,这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。如果焊接角焊缝,尤其是T形接头的角焊缝最容易产生穿透裂纹。
镀锌钢焊接时,坡口表面及边缘处的锌层,在电弧热作用下,产生氧化、熔化、蒸发以至挥发出白色烟尘和蒸汽,极易引起焊缝气孔。由于氧化而形成的ZnO,其熔点较高,约1800°C以上,若在焊接过程中参数偏小,将引起ZnO夹渣,同时。由于Zn成为脱氧剂。
产生FeO-MnO或FeO-MnO-SiO2低熔点氧化物夹渣。其次,由于锌的蒸发,挥发出大量的白色烟尘,对人体有刺激、伤害作用,因此,必须把焊接处的镀锌层打磨处理掉。
三、焊接工艺控制
镀锌钢的焊前准备与一般的低碳钢是相同的,需要注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊透,坡口尺寸要适当,一般60~65°,要留有一定的间隙,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,在焊之前,可将坡口内的镀锌层清除以后再焊。
在实际工作中,采用了集中打坡口,不留钝边工艺进行集中控制,两层焊接工艺,减少了未焊透的可能性。焊条应根据镀锌钢管的基体材质选用,一般低碳钢由于考虑易操作性,选用J422较为普遍。
焊接手法:在焊多层焊的第一层焊缝时,尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,可大大减少液体锌留在焊缝中。在焊角焊缝时,同样在第一层尽量使锌层熔化并使之汽化、蒸发而逸出焊缝。
其方法是先将焊条端部向前移出约5~7mm左右,当使锌层融化后再回到原来位置继续向前施焊。再横焊和立焊时,如选用短渣焊条如J427,咬边倾向会很小;如果采用前后往返运条技术,更可以得到无缺陷的焊接质量。
百度百科-焊接钢管
DN25~DN150的国标焊接钢管壁厚是多少?
热镀锌管,为提高钢管的耐腐蚀性能,对一般钢管进行镀锌。镀锌钢管分热镀锌和电镀锌两种,热镀锌镀锌层厚,电镀锌成本低,表面不是很光滑。
公称壁厚:mm2.0、2.5、2.8、3.2、3.5、3.8、4.0、4.5;
系数:c1.064、1.051、1.045、1.040、1.036、1.034、1.032、1.028。
钢材力学性能是保证钢材最终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(抗拉强度、屈服强度或屈服点、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。镀锌管钢的牌号:Q215A;Q215B;Q235A;Q235B。
试验压力值/Mpa:D10.2-168.3mm为3Mpa;D177.8-323.9mm为5Mpa。
镀锌钢管分冷镀锌管、热镀锌管,前者已被禁用,后者还被国家提倡能用。
1、镀锌层的均匀性:钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色)。
2、表面质量:镀锌钢管的表面应有完整的镀锌层,不得有未镀上的黑斑和气泡存在,允许有不大的粗糙面和局部锌瘤存在。
3、镀锌层重量:根据需方要求,镀锌钢管可作锌层重量测定,其平均值应不小于500g/平方米,其中任何试样不得小于480g/平方米。
冷镀锌管:冷镀锌就是电镀锌,镀锌量很少,只有10-50g/m2,其本身的耐腐蚀性比热镀锌管相差很多。正规的镀锌管生产厂家,为了保证质量,大多不采用电镀锌(冷镀)。
200无缝管标准厚度
DN25~DN150标准焊接钢管壁厚尺寸如下:
DN25壁厚:3.2mm;
DN32壁厚:3.5mm;
DN40壁厚:3.5mm;
DN50壁厚:3.8mm;
DN65壁厚:4.0mm;
DN80壁厚:4.0mm;
DN100壁厚:4.0mm;
DN125壁厚:4.0mm;
DN150壁厚:4.5mm。
丁字焊接钢管中含Ni时在酸性环境中耐蚀性强,在含有硫酸或者盐酸的环境中,丁字焊接钢管中Ni的含量越高则耐蚀性越强。
在一般的环境下,只需在丁字焊接钢管中添加Cr就可以防止发生侵蚀的现象。钢带边缘状况不佳是造成错边的另一重要原因。质量流量、热流密度以及结构参数(螺旋曲率直径和丁字焊接钢管径的比值Dc/D)的变化对立式螺旋管内饱和泡状沸腾换热系数的影响。
扩展资料:
强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
规格用无缝管形式,用外径*壁厚毫米表示的焊接钢管,用普通碳素钢、优质碳素钢或普能低合金钢的热带、冷带焊接,或用热带焊接后再经冷拨方法制成。公制焊管分普能和薄壁、普通用作结构件,如传动轴,或输送流体,薄壁用来生产家具、灯具等,要保证钢管强度和弯曲试验。
百度百科--焊接钢管
200无缝管标准厚度一般大于 32mm,壁厚2.5-75mm,冷轧无缝钢管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm,壁厚小于0.25mm,冷轧比热轧尺寸精度高。
冷轧(拨)无缝钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。
无缝管的用途:
最大直径达900mm,最小直径为 4mm。根据用途不同, 有厚壁无缝钢管和薄壁无缝钢管。无缝钢管主要用做石油地质钻探管、石油化工用的裂化管、锅 炉管、轴承管以及汽车、拖拉机、航空用高精度结构钢管。无缝钢管用途很广泛。
非常高兴能与大家分享这些有关“dn200钢管壁厚/a”的信息。在今天的讨论中,我希望能帮助大家更全面地了解这个主题。感谢大家的参与和聆听,希望这些信息能对大家有所帮助。
上一篇:dn200钢管理论重量
下一篇:dn200钢管价格
Copyright © 2018-2022 佛山市京锦钢铁有限公司 版权所有
地址:广东省佛山市顺德区乐从镇乐从钢铁世界 电话:13927776689
地址:广东省佛山市顺德区乐从镇乐从钢铁世界
电话:13927776689
企业邮箱:1003000354@qq.com 业务QQ:1003000354
业务QQ:1003000354







